Holemaking tasks are performed on the vertical processing machine utilizing similar cutting devices and machining strategies utilized on the drill press for china metal custom 4 axis cnc machining high precision micro spare parts. Straight-shank cutting instruments are mounted in hurls and Morse tighten shank cutting devices are mounted in R-8 connectors intended to acknowledge Morse tightens. The significant advantage of performing holemaking tasks utilizing the vertical factory is the capacity to all the more correctly set up opening areas. Rather than moving the work on the table to adjust the axle to a crossing point of design lines or a punch mark, the work can be decisively moved utilizing the table and seat developments to adjust the work to the axle. The micrometer collars or an advanced readout (DRO) can likewise be utilized to make exact dividing between opening areas or among edges and opening areas.
When situating utilizing just micrometer collars, consistently pivot the handle a similar way to guarantee exact area. While altering course, go past the ideal perusing, at that point move the first way of movement to show up at the collar perusing.

Finding the Center of an Existing Part Feature
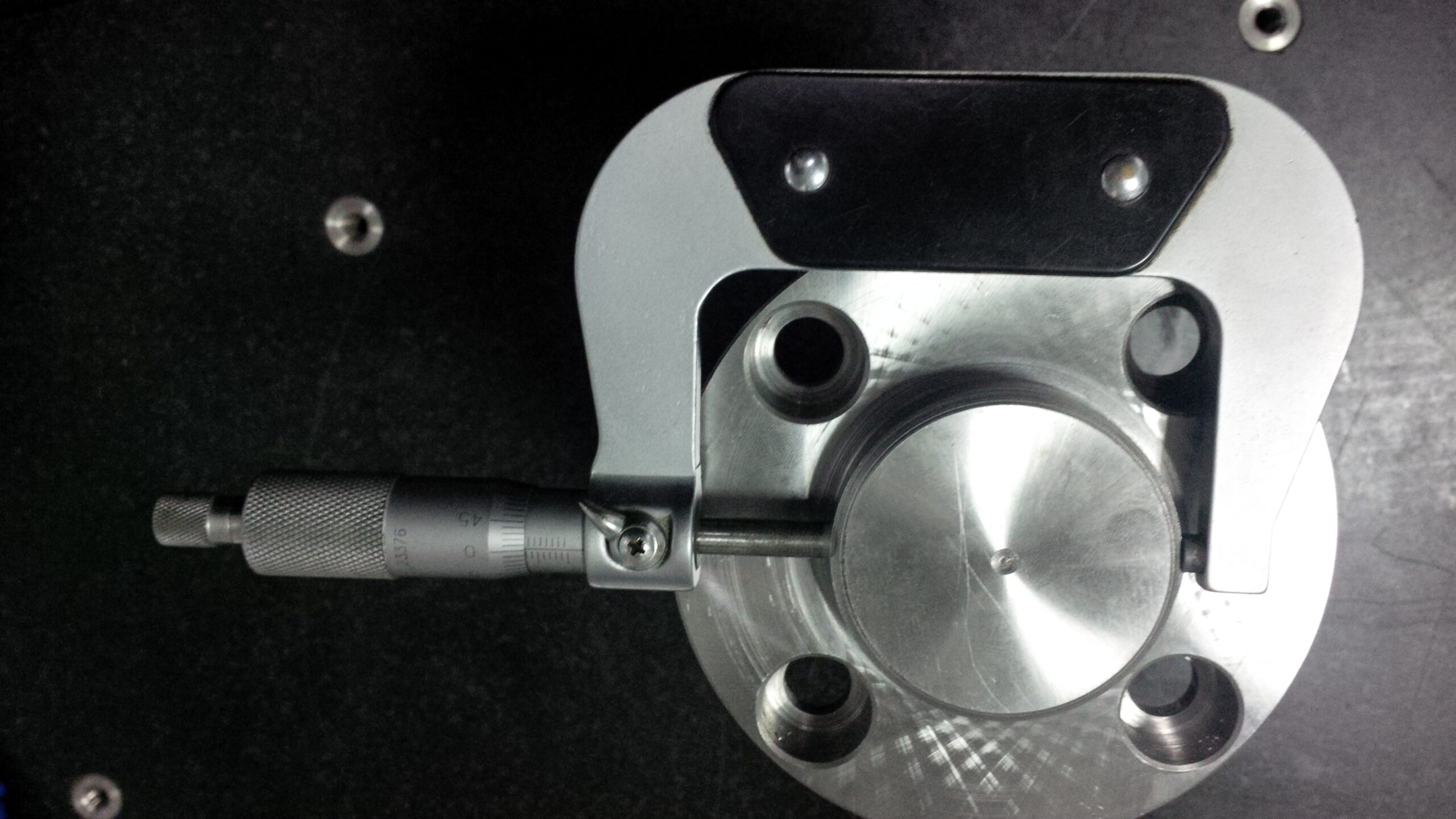
To locate the focal point of a current opening, a dial marker is frequently utilized to get china high precision cnc machining metal mechanical parts. Follow these means to locate the focal point of a current circular opening.
- Visually find the axle in the focal point of the opening by moving the table and seat.
- Mount a dial test pointer in the axle as appeared in metal milling machining parts china and bring down the plume so the marker contact point is inside the opening.
- Place the shaft in unbiased and turn the marker so it is in accordance with either the X-or Y-hub, and move the contact point against the outside of the opening to preload the pointer.
- Set the dial on the marker to zero by tenderly pivoting the pointer’s face.
- Rotate the axle 180 degrees and note the course and measure of needle development.
- Move the X-(or Y-) pivot one-a large portion of the distinction of the two readings so the needle moves back toward the underlying zero perusing. For instance, if the needle turns to one side until the needle stops at 0.020, the table must be moved until the needle moves back to one side and stops on 0.010.
- Repeat the cycle for the different pivot.
- After the shaft is found accurately, lock the table and saddle and reverify the TIR (all out marker perusing) while at the same time clearing the opening.
- Adjust the two tomahawks varying until the ideal exactness is accomplished.
- Set the micrometer collars or the DRO to a reference “0”position.
This technique can likewise be utilized to locate the focal point of a square inner opening to get the high-quality precision cnc machining parts. At the point when the shaft is focused in the opening, marker readings will be the equivalent at each side of the square. In the event that the inward opening is a square shape, the readings will be similar 180 degrees separated, yet the readings on the X-hub will be not quite the same as the readings on the Y-pivot. While demonstrating the bigger component of the square shape, the plume may should be withdrawn so the marker can be cleared to the contrary side.
On the off chance that a circular opening is excessively little for the pointer contact point, a pin gage can be put in the opening and the outside of the pin gage demonstrated rather than within surface of the opening. A similar strategy can be utilized to show the focal point of a round center or round workpiece.
This article is from http://www.tinymachining.com